

以下是:山西省无缝钢管量大优先发货的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 无缝钢管量大优先发货供应范围覆盖山西省 太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市等区域。 【天祥】业务覆盖多元场景,提供以下产品和服务:太原无缝钢管细节决定品质、大同无缝钢管实力派厂家、长治无缝钢管优质工艺、晋城无缝钢管严选材质、朔州无缝钢管可定制有保障、晋中无缝钢管一站式采购、运城无缝钢管匠心品质等。无缝钢管量大优先发货,天祥钢管(山西省分公司)lctxgs79-5为您提供无缝钢管量大优先发货的资讯,联系人:王经理,电话:【0635-8880141】、【15275866239】,供应服务范围覆盖山西省 太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市。 山西省 2022年,山西省实现地区生产总值(GDP)为25642.59亿元,其中,产业增加值为1340.40亿元,第二产业增加值为13840.85亿元,第三产业增加值为10461.34亿元。
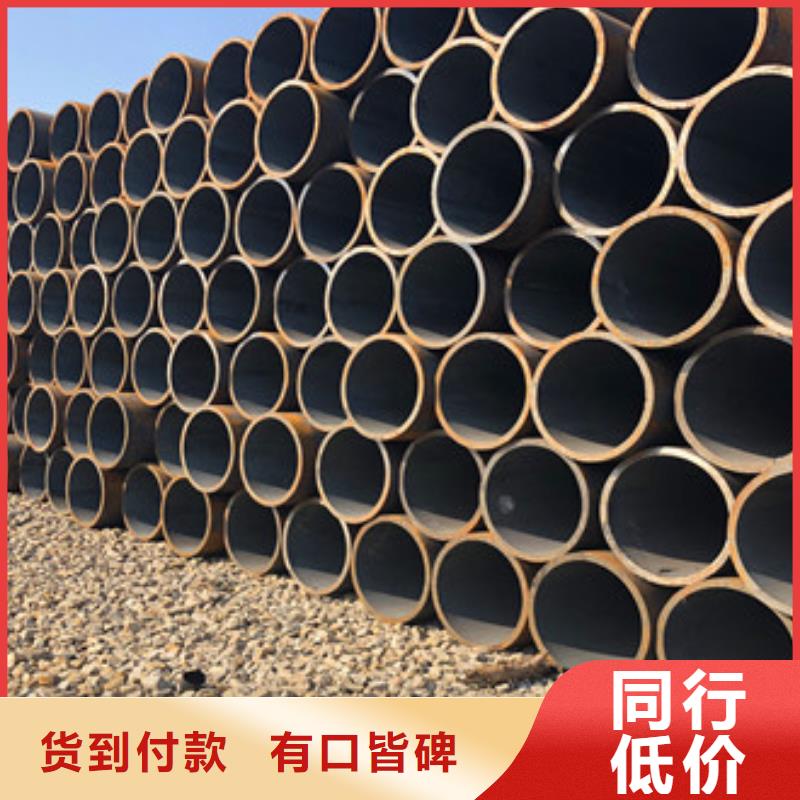
想了解我们的无缝钢管量大优先发货产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。以下是:山西无缝钢管量大优先发货的图文介绍
①热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库②冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。一般用无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
焊管的生产方法有炉焊、电阻焊、埋弧焊及特殊焊等。
炉焊钢管有链式炉焊和连续炉焊两种。
电阻焊钢管简称电焊钢管,有交流焊和直流焊。交流焊根据电流波形的不同有正弦波焊和方波焊;根据频率的不同有低频焊、中频焊、超中频焊和高频焊。低频焊已经淘汰,中频焊或超中频焊用于厚壁管的焊接,高频焊薄壁管或普通壁厚管的生产。高频焊按电流输入方法又有接触焊和感应焊。接触焊可生产各种圆管、异形管及螺旋焊管;感应焊可生产各种圆管、异形管。方波焊和直流焊大多用于生产细直径管。
埋弧焊管大多用于生产中直径管机大直径管。按焊缝形态有螺旋焊管和直缝焊管。直缝焊管按成型方法又分为排辊成型、模压成型(UOE成型)及弯板成型。按照生产中使用焊丝的数量又分为单丝焊、双丝焊及多丝焊。
特殊焊接方法还有钨电极惰性气体保护焊(TIG)、金属电极惰性气体保护焊(MIG)、高频焊接惰性气体保护焊、等离子体焊、电子束焊、钎焊等。用来生产有色金属管、高合金管、不锈钢钢管、锅炉管、石油管以及双层卷焊管(邦迪管)等。
山西天祥钢管有限公司位于大东钢管城嫩江路6号 ,本公司专业生产 无缝钢管。 公司拥有专业的设计及施工团队,可以根据客户不同需求进行设计制作产品。我们依靠先进的生产设备、专业的设计研发团队、高质量、合理的价格及完善的售后服务体系。始终坚持“诚信为本、质量保证、客户为主的原则,以合格的产品引导市场,备受广大客户的青睐。 公司始终秉承“求实、创新、诚信、的企业宗旨,竭诚为您提供的服务,期待与您结成事业上的同盟,共谋发展,共创辉煌! 服务热线:0527-882668880527-88266888 欢迎来电咨询或到厂实地考察!
步进式加热炉与一般连续式加热炉的区别在于其炉底由活动梁和固定梁组成。管坯在炉内的移动是依靠活动梁作周期性的上升(将管坯托起),前进(将管坯向前送一段距离),下降(将管坯放置在固定梁上)和后退(活动梁复位,准备下一个工作循环)动作来实现的。活动梁每动作1次可从出钢口送出1根管坯。
步进式炉的优点与环形加热炉大致相同,其加热的均匀性比环形炉还好。但由于步进式炉的机械设备复杂,部分活动梁及固定梁的部件长期处于高温下工作,必须采用贵重的高温耐热材料制造,因此多用于钢管的再加热,以及年产量不大的轧管机组改造时用以取代斜底式连续加热炉。
无芯棒单模拔管由于变形分布不均,拔制后管子会产生爆裂现象。无芯棒双模拔管,采用反张力拔制原理,即拔制时个模子的拔制力对第二个模内的金属形成反向拉力,因此在第二个模内的轴向拉应力增大,径向压应力减小,从而改善了变形分布不均,使有害的残余应力得以消减,使壁厚得到进一步控制。双模拔管早已应用于长芯棒、短芯棒、浮动芯棒和无芯棒等各种拔管方式之中。它强化了冷拔工艺,改善了产品质量,降低了成本。但长期以来对双模拔制的工艺理论分析缺乏,使双模拔制的优点没有充分发挥出来,影响了它的应用。为此,1984年 对双模拔制进行了生产实验和技术性探讨,通过实验研究了双模拔管对管子壁厚的影响;双模对管子变形不均匀性的影响;双模对拔制力和电耗的影响;双模拔制时的新型组合外模。通过实验说明无芯棒双模拔制与单模比较,有以下优点:加大了道次变形量,生产率提高约70%;降低了钢管变形的不均匀性,提高了金属的塑性,降低了残余应力,减小了钢管的弯曲度;所需变形功小,可节约电耗10%~15%;拔后管壁不增厚,减少了管头损耗。1992年利用无芯棒双模拔制不锈钢管,分析了变形区的应力状态,测定了单模、双模拔制的不锈钢管壁厚,进一步证明了上述结论,双模拔制壁厚变化小,比单模拔制减壁作用大。
无缝钢管量大优先发货_天祥钢管(山西省分公司),固定电话:【15275866239】,移动电话:【0635-8880141】,联系人:王经理,大东钢管城嫩江路6号。










